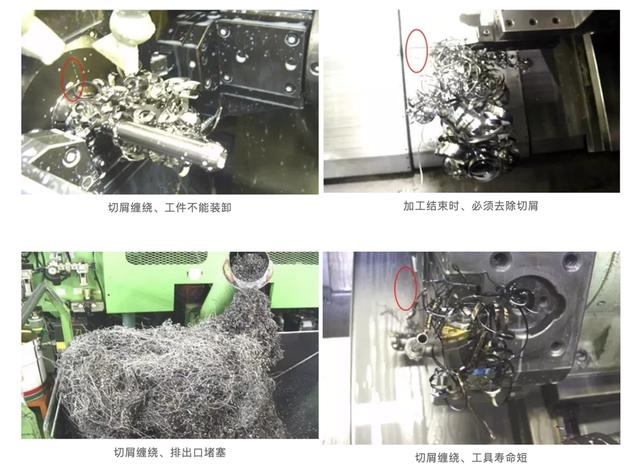
铁屑总是缠到工件上很抓狂
这些切屑麻烦,是不是深有体会?如果你都中过招,说明你对加工的工件还很不熟悉,如果任由这种现象继续发生,那别人加工了100件,你也许才加工了90件!再兢兢业业用错方法也是白费力气。 切屑都有哪些形态
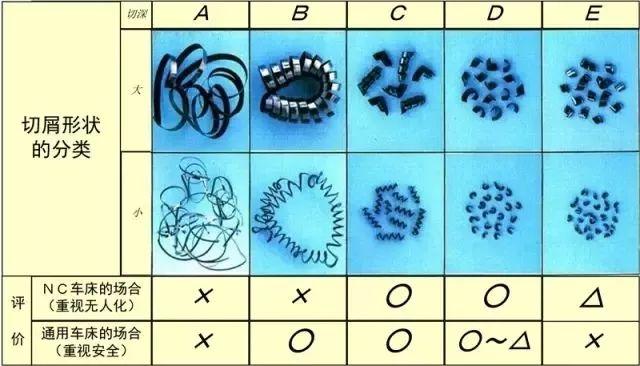
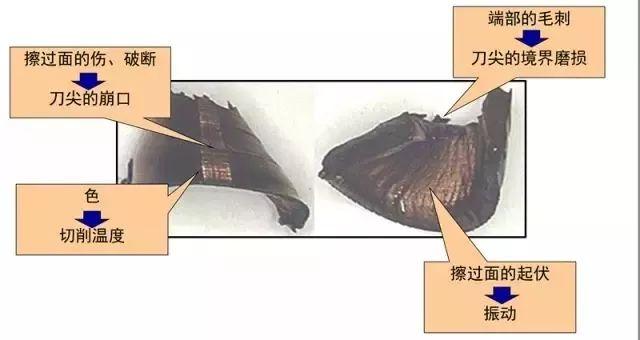
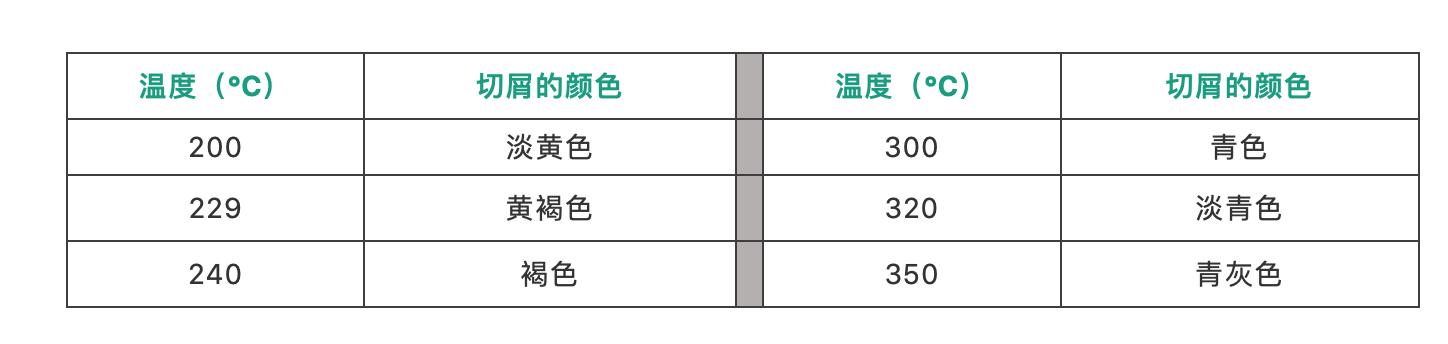
切屑可以告诉你的信息:
切屑的原则和方向
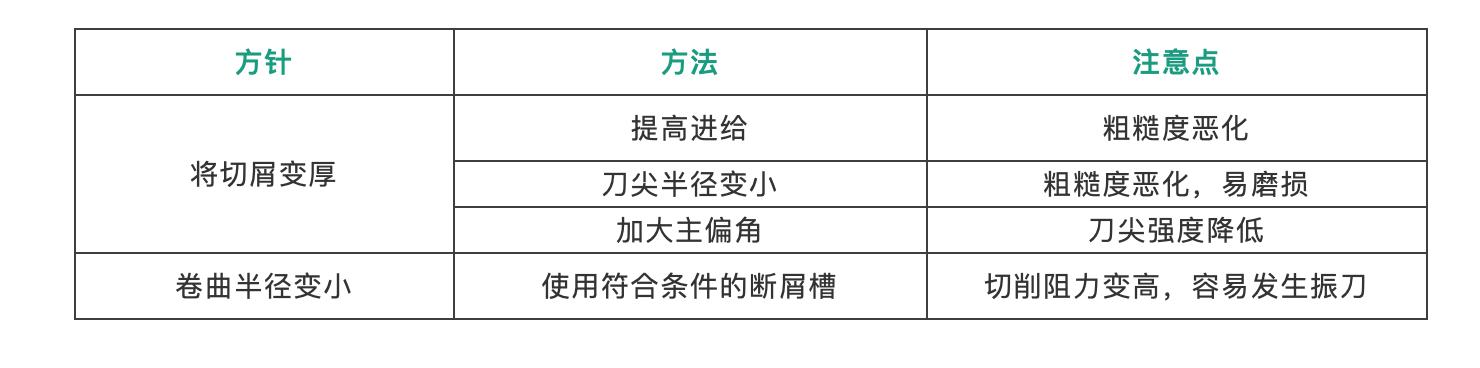
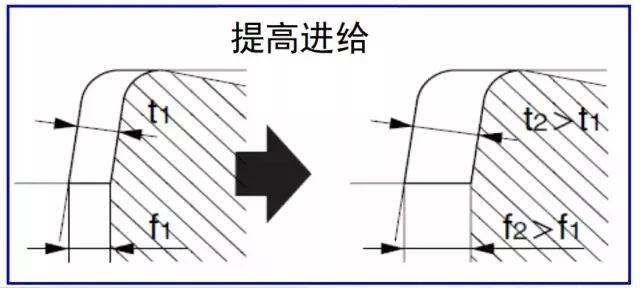
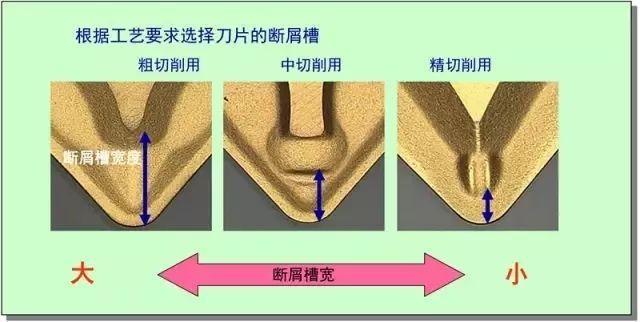
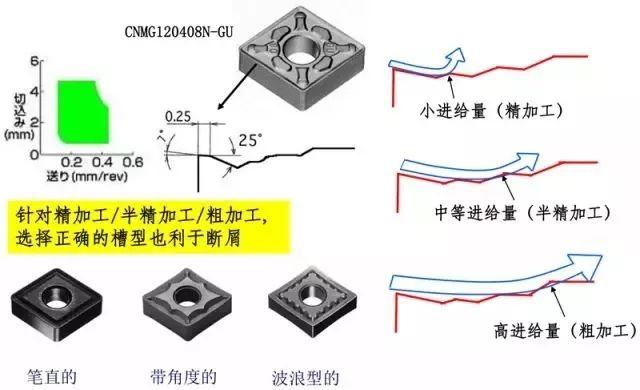
断屑方法有哪些提高进给后切屑变厚有利于断屑
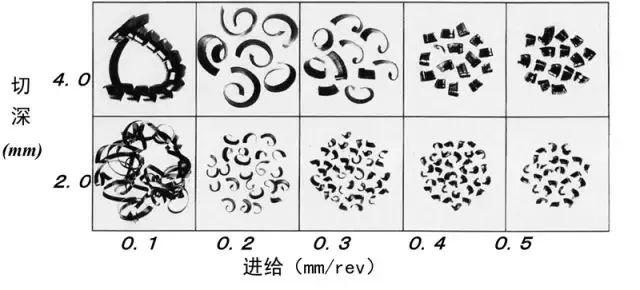
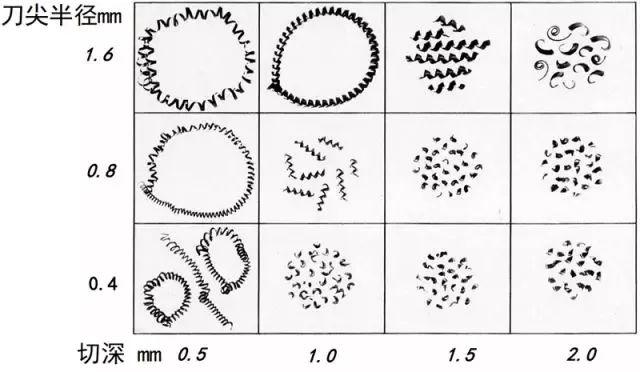
提高进给
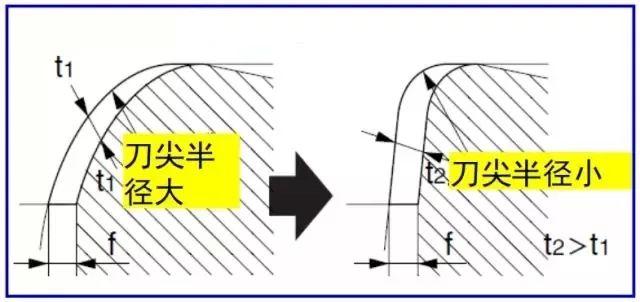
切深 刀尖圆角半径变小,切屑厚度增大
刀尖半径大小对比
断屑形式 减少前角 切屑压缩比=hc/h 1、压缩比的值越大,则越容易断屑.但同时切削的抗力也增加了 2、压缩比与线速度Vc有关,当Vc减小时,压缩比增大,所以降低线速度也利于断屑 3、前角减小,切屑变形大,压缩比增大,利于断屑 采用锋利的刃口处理形式 由图可见,相同的进给条件下,刀片刃口钝化锋利,有利于断屑。
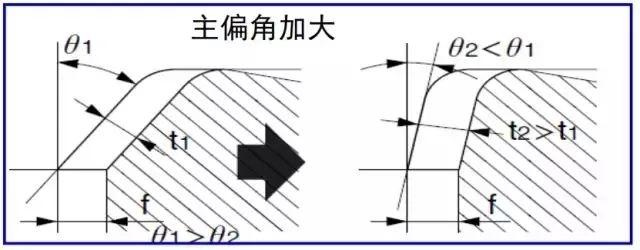
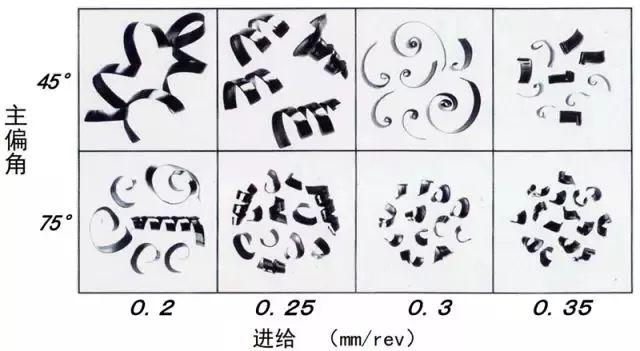
加大主偏角,切屑变厚利于断屑
主偏角加大
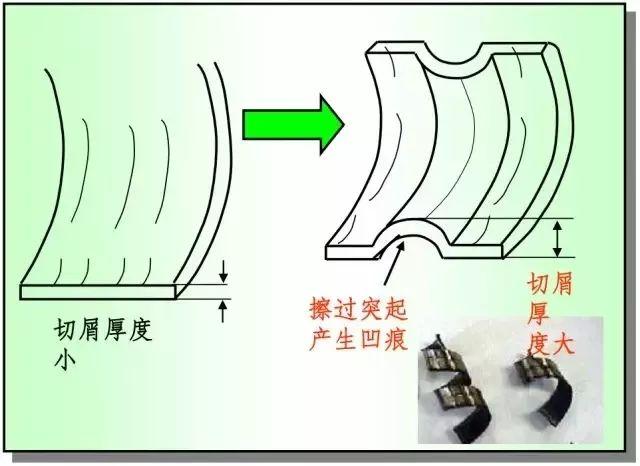
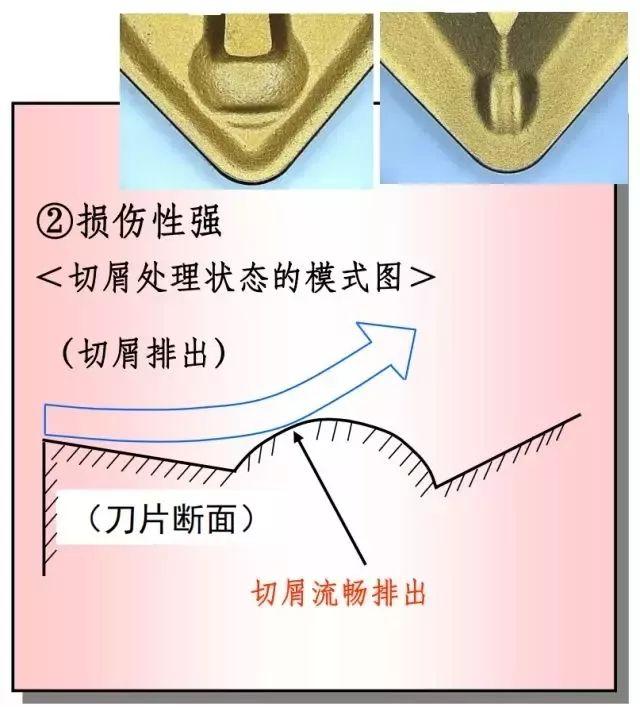
断屑形态 突起断屑槽 促进切屑分断 从断屑槽的突起上擦过在切屑的表面产生凹痕→ 明显的切屑厚度增大→促进断屑损伤性强
损伤性强 与切屑的接触面积变小、 因与突起光滑接触, 切屑流畅排出→工具损伤小
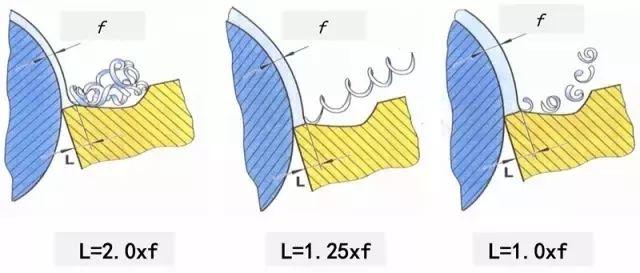
切屑的卷曲半径变小
惠州市顺强电子有限公司 电话:0752-5866663 传真:0752-5873686 联系人:徐国鸣 手机:13715334662 邮箱:everwinmold@163.com 网站:http://everwinmold.robot-china.com 顺强电子:https://shunqiang.diytrade.com 微信号: kennethchui888 惠州市小金口镇柏岗村虎岭北路33号 简介: 惠州市顺强电子有限公司成立于2006年07月18日,主要经营范围为生产、销售手机充电器插片、开关、插座、模具、五金制品、压铸模具、压铸制品、塑胶模具、塑胶制品、零配件加工、CNC加工。 精密模具生产 斜顶上带行位,四周滑块案例,车灯模具,爆炸行位内出斜顶加反行位 弯管抽芯模具,斜顶上斜顶,斜抽结构模具,二次滑块模具 滑块带滑块模具,滑块斜顶模具,冰箱抽屉,自动翻盖结构 冲压模具基本知识全搞懂了!连续模一响,黄金万两! |